





Learn how to select the right automotive connector for your project and discover how to choose electrical connector effectively.
Archives: Blog
The Most Commonly Used Deutsch Connectors in 2026

Explore the most used Deutsch connectors in 2026. Compare DT, DTP, DTHD series for automotive, industrial, and aerospace applications. Learn selection criteria and maintenance tips.
AMPSEAL Connectors: Design, Features, and Applications

Discover the design features of AMPSEAL connectors, including IP67 rating and CPA, and learn their key applications in automotive and industrial systems.
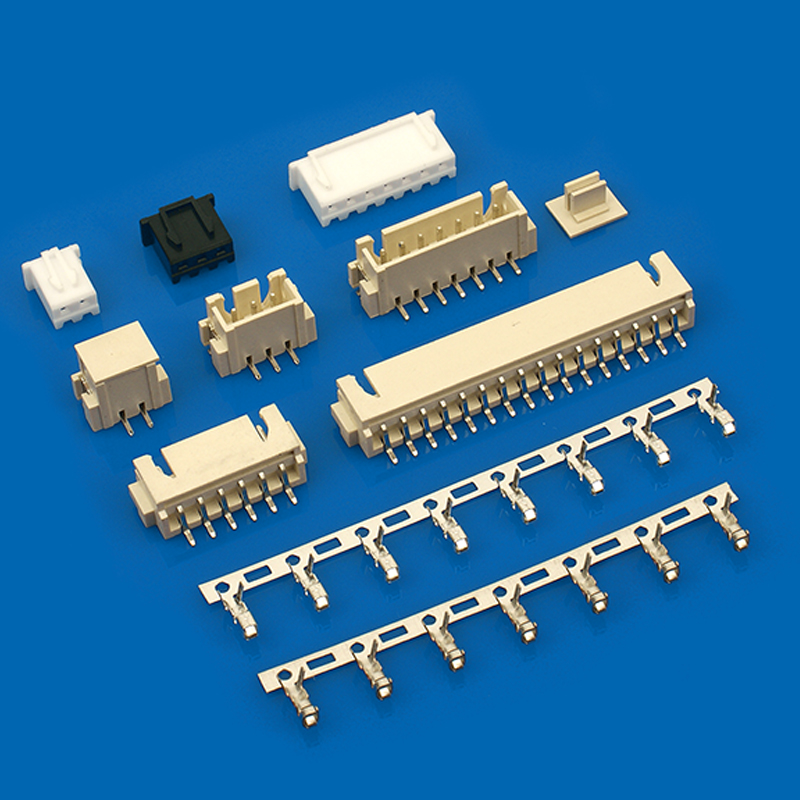
How to Choose the Right PCB Connector?

Learn how to choose the right PCB connector for your project. Our guide covers pitch, current rating, and environmental factors for optimal selection.
Wire Terminals and Connectors: The Essential Guide for Reliable Electrical Connections
In this guide, we’ll walk through what wire terminals and connectors are, how they differ, how to select the right one for your job, and best practices for installation and maintenance.
A Complete Guide to Wiring Terminals for Reliable Electrical Connections

At LHE, we specialise in manufacturing high-quality wiring terminals and connector systems designed to meet international standards and deliver exceptional performance across industries.
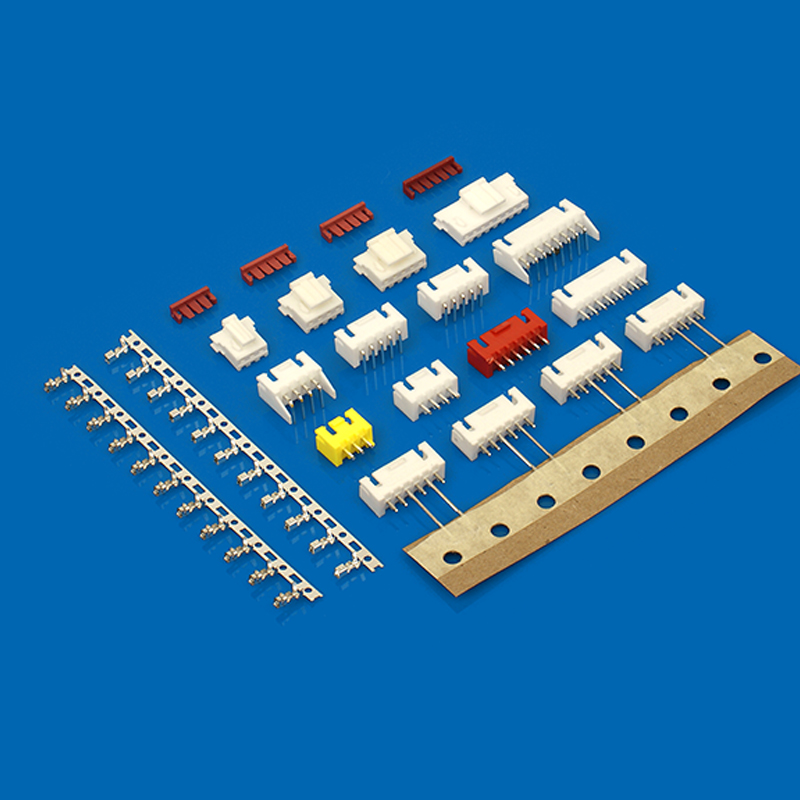
The Ultimate Guide to Circuit Board Connectors: Types, Functions, and Applications
Circuit board connectors are essential to modern electronic systems, enabling efficient signal and power transfer across countless devices and industries.
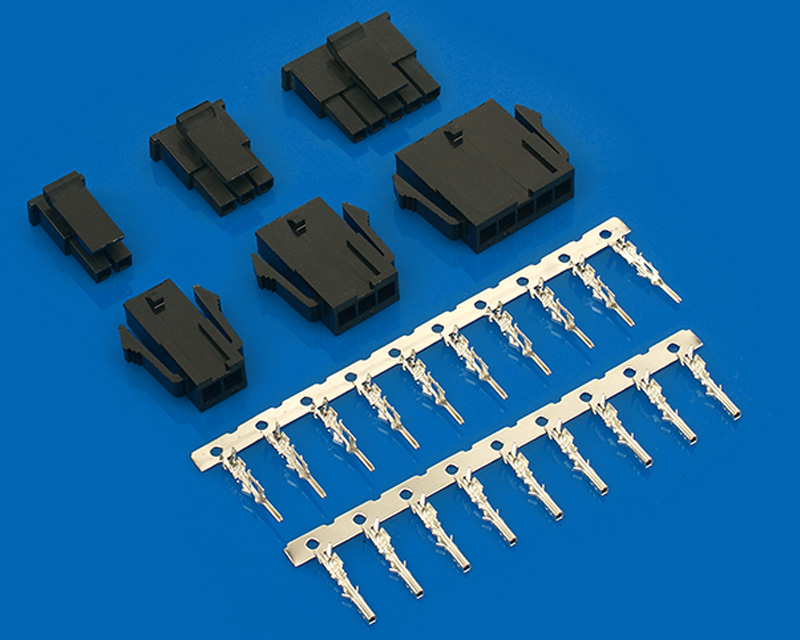
Wire to Board Connectors Guide
Wire to board connectors provide connections in both consumer devices and industrial machinery.
DT Connectors Features Benefits Guide

DT connectors are widely used for their durability, reliability and ability to perform well in demanding environments.
Commemoration Tea Party: Zhejiang Lianhe Pays Tribute to Heroes

Zhejiang Lianhe Electronics Military Commemoration Tea Party: Remember our original aspiration, forge ahead with determination, and pay tribute to the heroes!
Selecting the Correct Terminal Block

Despite their small size, often hidden within control panels or machinery, terminal blocks serve as a crucial bridge in electrical connections.
Automotive Connector Standards and Analysis

Therefore, a complete and strict set of usage standards is crucial for the selection and application of automotive connectors.
Ring vs Spade Terminals: What’s the Difference?

Spade terminals are flexible and easy to install, making them ideal for applications where wires need to be changed frequently.
Difference Between SMD Soldering and DIP Soldering

Understanding the difference between SMD and DIP soldering can help engineers and designers make informed decisions.
The Importance of PCB Connectors in Modern Electronics

In this blog, we will take a deep look at the importance of PCB connectors, their functions, types, and the latest innovations in connector technology.
